Expectations of a Metal Ferrule In Positioning Fiber to Deliver Laser Light

The requirement to center a polished optical fiber in a ferrule within micron tolerance has many new technical applications. The delivery of laser light to a desired location accurately is commonly required in the industrial and medical fields. The ferrule/fiber technology fundamentally evolved from the fiber optic communication requirement to mate two connectorized fibers. Ultra Physical Contact (UPC) polishes and Angle Physical Contact (APC) polishes established the fiber polish geometries needed to reduce back reflection, critical in most light delivery applications. If a standard connector is required to hold the ferrule/fiber, the communication style SMA connector and others are commonly used in these non-communication applications. It is for this reason the ferrule dimensions usually mimic the dimensions of these connector requirements.
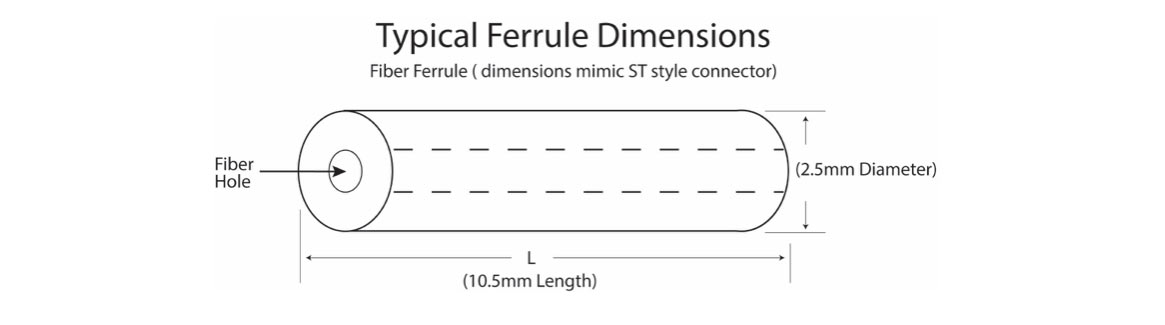
The goal is to place an end hole in the ferrule to receive a chosen fiber diameter usually between 250um and 1600um. A 'um' or micron is one millionth of a meter. The smallest popular circular hole, 125um, will receive a communication fiber and the 1000um (1 millimeter) will receive most plastic fibers. Medical and industrial applications call for a wide range of sizes.
Initially, one might consider the precision of a laser produced hole, but unfortunately, undesired ridges are produced when attempting to form this circular shape with a laser. The most popular method used depends on the precision of small diamond drills. This procedure using diamond drills most commonly utilizes a large screw machine in order to hold the desired tolerances. The cost can typically exceed two hundred and fifty thousand dollars to produce this acceptable consistency.
The material of the ferrule, or hardness, dictates drill results. Ceramic ferrules for the communication industry with a 125um sized hole are mass produced inexpensively, but demand high cost tooling. Ceramic, typically zirconia, is hard and although diamond drills are harder, they will not easily penetrate because of their small diameter sizes.
The first drilled ferrules supplied were produced from a reasonably hard alloy of stainless steel. The hardness of stainless steel creates a force on the small diameter diamond drill. This force causes drill bending resulting in a tendency to create an oval hole versus a round hole.
Pin gauge measurement of a hole size ensures acceptance of a fiber diameter but neglects ovality error or laser ridge problems.
A softer alloy metal evolved producing a more desired result. The metal alloy choice of nickel silver is now commonly used. Tighter tolerances can now be achieved when diamond drills are used holding up to a + 4um tolerance. Premium ferrule production can hold a drill hole size up to + 4um, but a sorting process may be required. A 10um tolerance eliminates a sorting process.
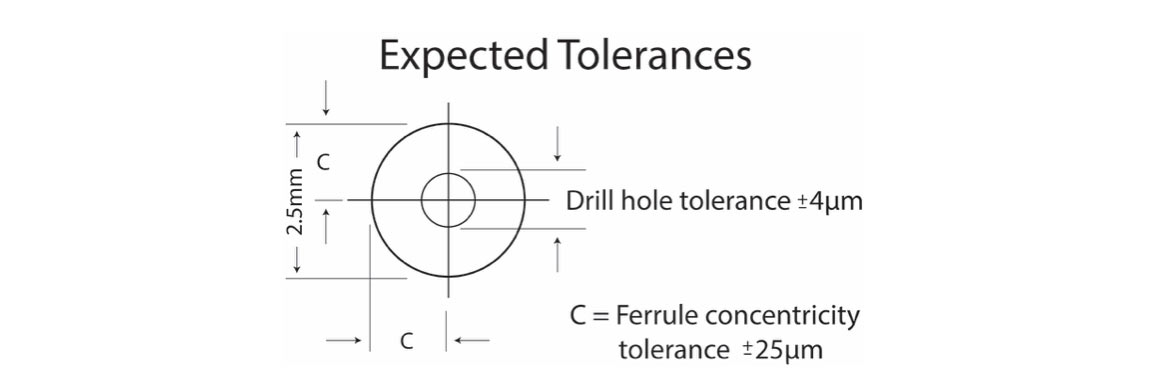
Another challenge is the drilled hole must be carefully placed in the center of the circle shaped ferrule end. Since the concentricity is dependent on the ovality of the ferrule diameter, a less than perfect ferrule circle of 2.5 millimeters introduces new tolerance imperfections. It is for this reason concentricity typically cannot be held beyond + 25um.
Quality control or verification of hole size and hole concentricity result in different facilities reporting conflicting measurement results. There are several common measuring techniques utilized. High pixel resolution using dual camera systems yielded to a perhaps more accurate single camera technique, actually physically rolling the ferrule, establishing the hole concentricity. This provides an average best acceptable measurement. Measuring microns in this application are almost theoretical, especially because the geometries involved are circles.
Applications include placement of fiber/ferrules to sense brain functioning to the world of studying theoretical physics. Your application perhaps will enable you to accomplish what was thought to be impossible!



